











[ 基本资料 ]
创意机械168圆木多片锯,适合加工直径40-160mm,长度400mm以上的圆木。该机器具有稳定、高效、安全、简单等特点,在短圆木加工设备中占主导地位;可加工杨木,松木,桉木,杉木,青钢木等多种硬杂木。
链板/链条送料,导航片出料,适合加工较短圆木。送料链条穿透机架,全程链条送料能锯切更短的圆木,而且锯切更平稳。该设备相比其他类型的多片锯,因中间的木材开成方块,能使之更节材。
[ 产品特点 ]
1、生产效率高,一天开开木材20-30方,出材率达80%以上。
2、进料口安装防弹链,防止木屑反弹;出料口安装导航片,出料顺畅,防止开出来的木材飞出。
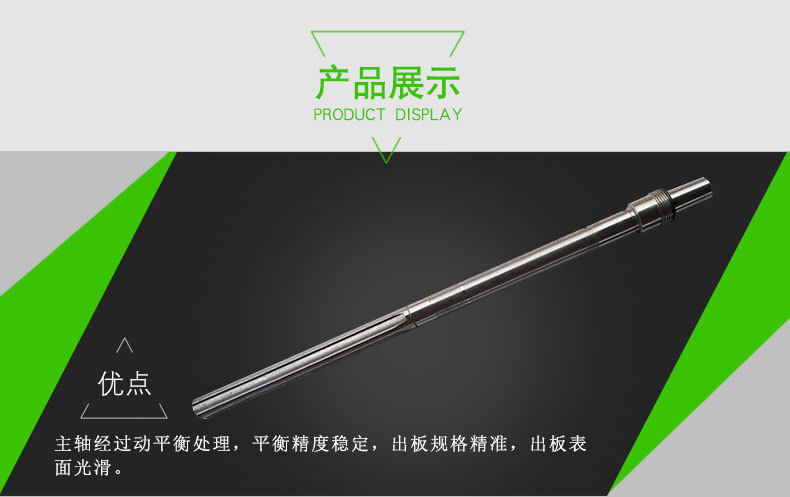
3、装有供油系统,可润滑主轴轴承,机器长时间工作不易卡料,保护轴承经久耐用。
4、主轴供水设计,不易堵塞,开湿料时放点水,冲洗锯片上沾有的树油、降低锯片温度,防止烧片。
5、机器顶部有除尘口,开干料时接上吸尘机可抽走木糠。
6、安装国家标准的电箱,配备电流表和电压表,当电流表显示高于50时,表示锯片阻力大,锯片不够锋利需要修磨了;电压表显示当前电压,正常工作电压是380V,低于或高于都容易烧电机。
7、全程自动送料,上下轴结构,多片锯切,连续出料,比带锯的效率提高5-6倍,且锯路相比其他机器更薄。
8、多片锯锯切过程稳定,锯切精度高,表面光滑平整,无需再次压刨加工,减少木材浪费。
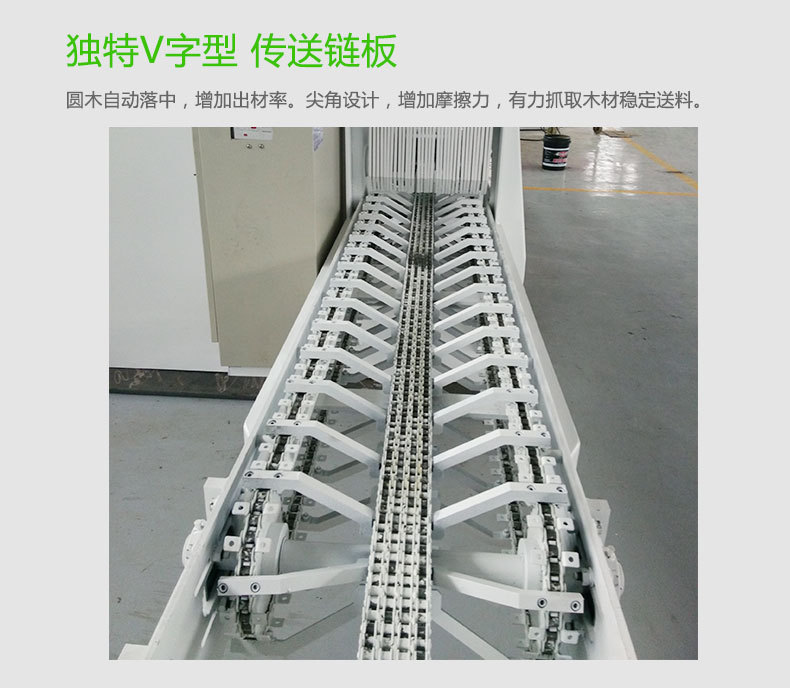
9、V型装置送料,傻瓜式放料,自动居中,大大提高出材率。
10、带动力加长送料输送架,强劲有力,减少工人劳动强度,锯切圆木更平稳。
11、强劲有力的齿轮传动进给送料,低故障率;高品质进口传动链条,经久耐用。
12、采用无级变速系统可自由控制送料速度。
13、带动力压轮,送料流畅强劲,不易卡料,且压轮采用自动升降机制,自适应木材的大小,大小木材均可顺畅通过。
[ 设备性能 ]
此多片锯称为多功能圆木多片锯,可中间开方料,也可全部开片,是木工机械多片锯的首选!
一,圆木可以自动分中,无需对准锯片,自动落中;
二,可以全部开片(锯自然宽板片),也可以中间方;
三,可换隔套,做出不一样的板材,长料短料都可以锯;
四:关键部位人性化设计,真正做到防水、防尘、易保养,不损害每一片锯片;
五:使用超薄小尺寸锯片,负荷小,省材省电;

【传统带锯、圆木多片锯性能对比】
类别性能 |
带锯 | 圆木多片锯 |
| 出材 |
圆木——>毛板——>光面板 锯切耗材25%+压刨耗材12% 经两道工序加工,总出材率约为65-75% |
圆木——>光面板 锯切耗材25% 只经一道工序加工,出材率约为70-80% |
| 工效 |
1.二位师傅每小时锯切圆木0.65立方 每位师傅按2000元/月市场计算 每立方加工成本约15元 2.压刨机抛光每立方毛板工资约为15元 |
1.两位师傅每小时锯切圆木3立方 每立方圆木工资约为6.5元 2.无需压刨工序,多片锯直接出光面板 3.工效是传统工艺的4-6倍 |
| 操作 |
需要高薪聘请专业的师傅操作 人才难求,薪酬成本高 |
普通工人只需岗前培训两三个工作日即可熟练操作 薪酬成本大大降低 |
| 维护 |
带锯因结构松散,锯条易损 影响机器质量的因素多,维修次数拼房 |
结构设计科学合理,智能化操作 锯片耐磨 影响机器质量的因素少,维修次数减少 |
| 利用率 |
直径8公分,长度1米以下的圆木难以操作 小圆木难以利用 |
圆木直径最小可达5公分,最短长度可达50公分 圆木利用率高 |
| 耗电量 | 不管木材大小耗电都是一样多 | 耗电量随圆木口径的大小自然增减 |
| 安全性 |
锯片、动力传动装置完全暴露, 不安全因素多,极易发生工伤事故 |
锯片、导航片、动力传动装置都是全封闭设计, 木材进料口采用防弹装置,不怕木材反弹, 操作极为安全 |
| 发展性 |
生产效率低,工资成本高, 限于小规模加的木制品、木材加工作坊, 企业难以做强做大 |
生产效率高,交货时间快, 出厂规模大,工资成本低, 木材加工企业很快就能做强,做大 |

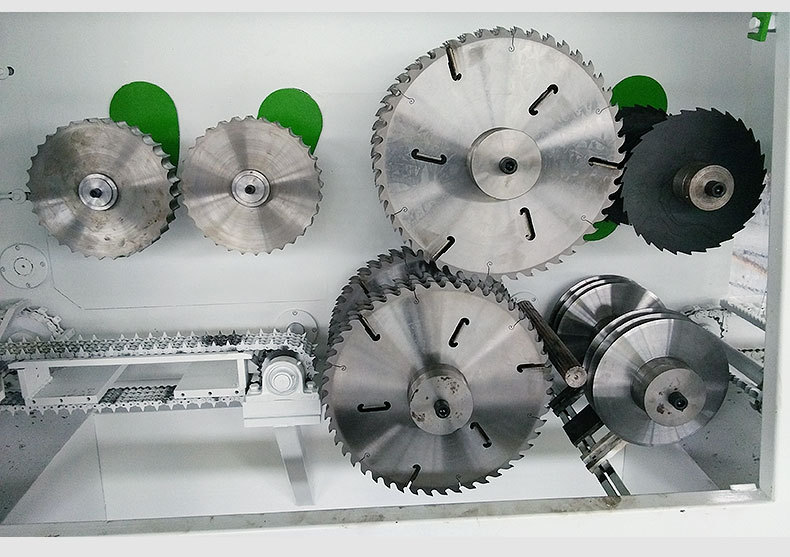
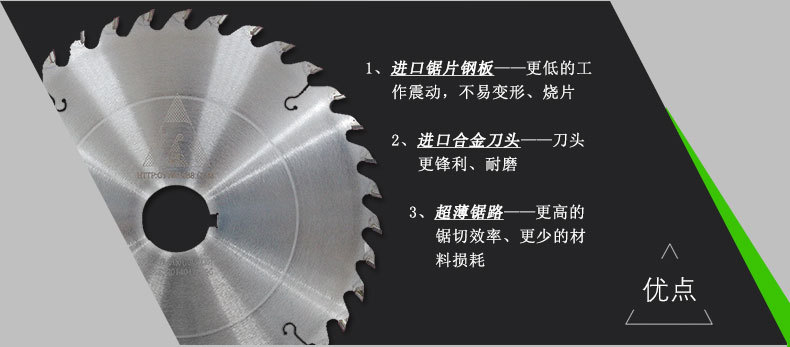
多片锯是多个锯片组合后机加工,而单片锯是单个锯片作业,单个作业的锯片一般要求不是很高,即时质量稍差一点也没太大影响;而多片锯却不一样,对锯片的要求比较高,但凡使用多片锯一般都要求比较省木材,锯路小,锯片溥,光洁度高等特点。
锯片孔,一般情况分为散热孔和消音孔;
散热孔--锯片由于在高转速条件下工作,锯体很容易因发热而导致变型;
消音孔--减少锯片在工作中产生的噪音。
【多片锯为什么烧锯片?怎样选用多片锯锯片?】
烧锯片的原因可能是:
1、散热不好。买锯片最好用带散热孔的,或者可以加水或者其他冷却液降低温度。
2、齿数太多。多片锯安锯片较多,阻力太大,齿越多阻力就越大,就越容易烧锯片。
3、排泄不畅。锯屑不容易排出也会造成局部太热,设备一定要有良好的排泄系统。
4、原材料。刨花板本来就是非常不容易锯的。如果刨花板质量太差,杂质太多也就容易烧锯片。








